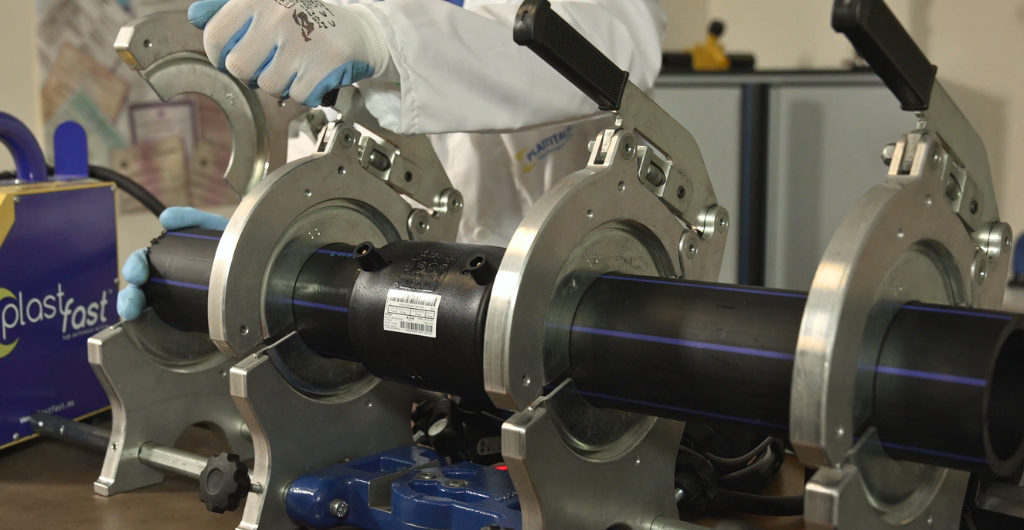
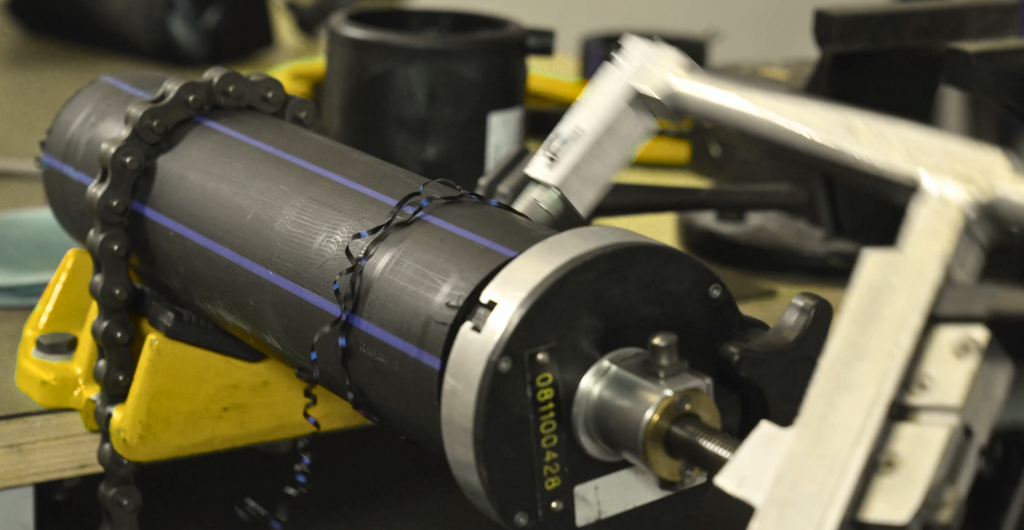
The most important thing to ensure the perfect execution of an electrofusion fittings welding process for HDPE (high-density polyethylene) is the correct preparation of the elements. It is crucial to follow the instructions given by UNI 10521 to achieve a safe and durable joint, which regulates the electrofusion welding of polyethylene pipes and fittings for pressure piping systems. In this article, we are going to look at the essential preparation steps for a successful welding.
1. Clean the Elements to be Welded
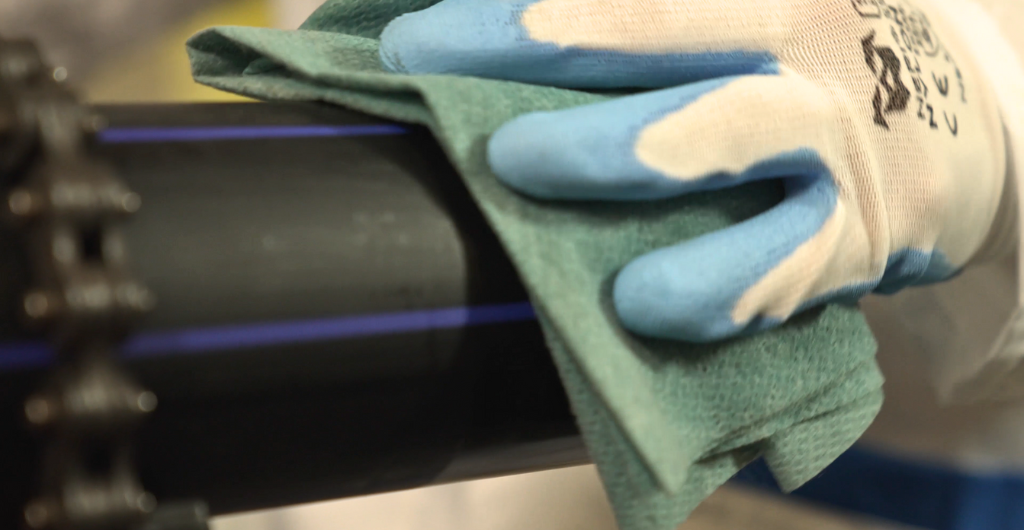
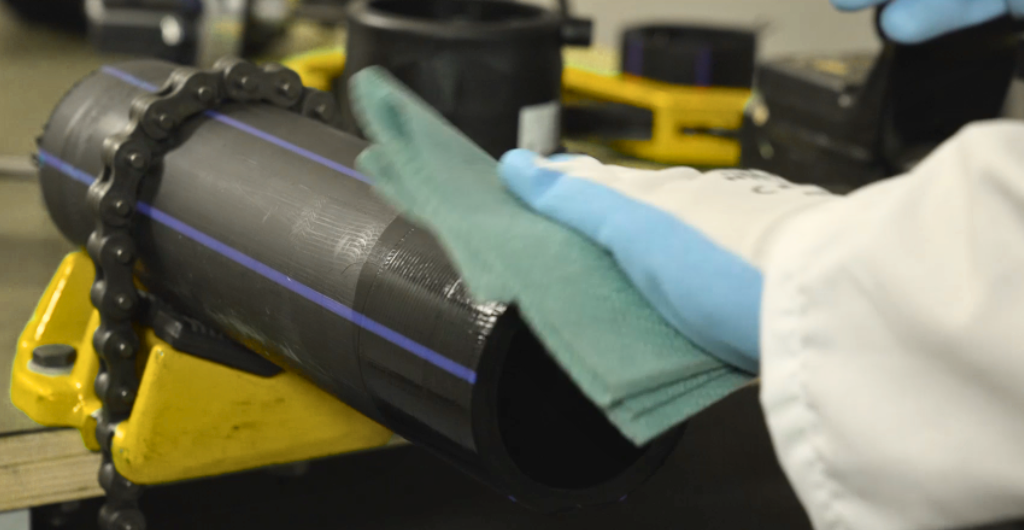
The first step is to carefully clean the pipe and fitting surfaces. It is necessary to completely remove any traces of mud, dust, grease or other impurities that could compromise the adhesion between the elements. Cleaning should be done with water and a clean, lint-free cloth or with soft paper soaked in a suitable detergent. It is important to avoid the use of solvents such as trichloroethylene, denatured alcohol or gasoline.
2. Cut the Ends to Weld
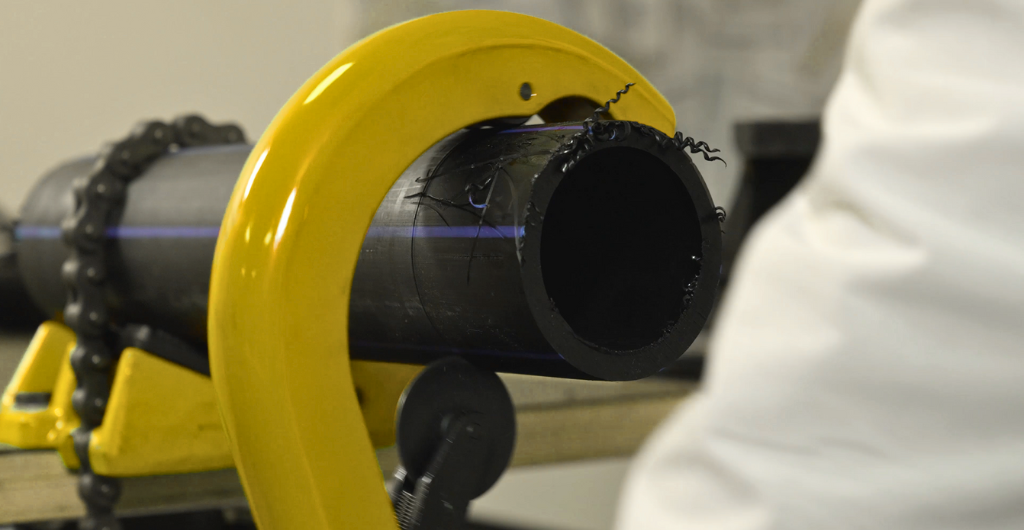
Pipe ends must be cut accurately, ensuring that they are flat and square to their axis. To make a proper cut, it is necessary to use appropriate pipe cutters or equipment with a fixed-guide blade. Once the ends have been cut, the outer edge must be deburred to remove any polyethylene fragments and, if necessary, chamfered to facilitate insertion into the fitting.
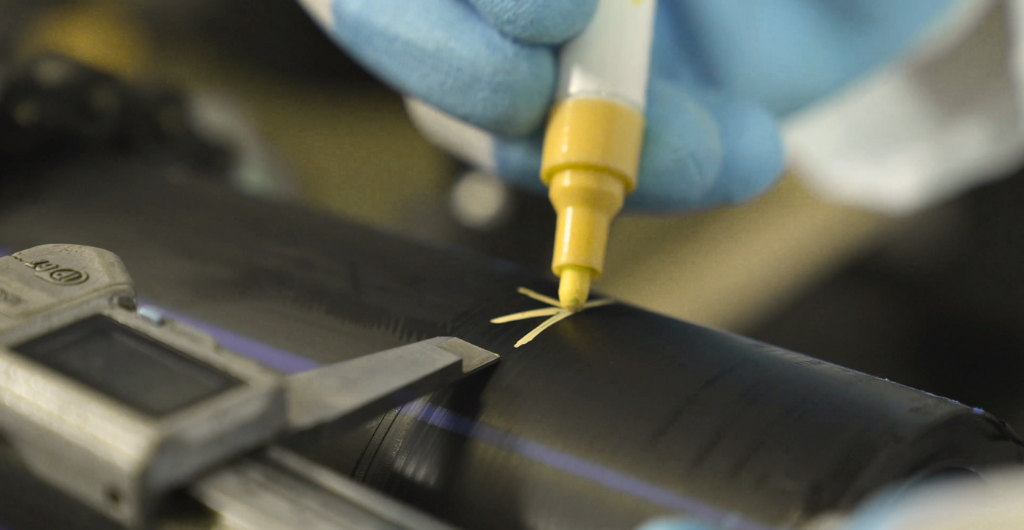
3. Mark the Scraping Area
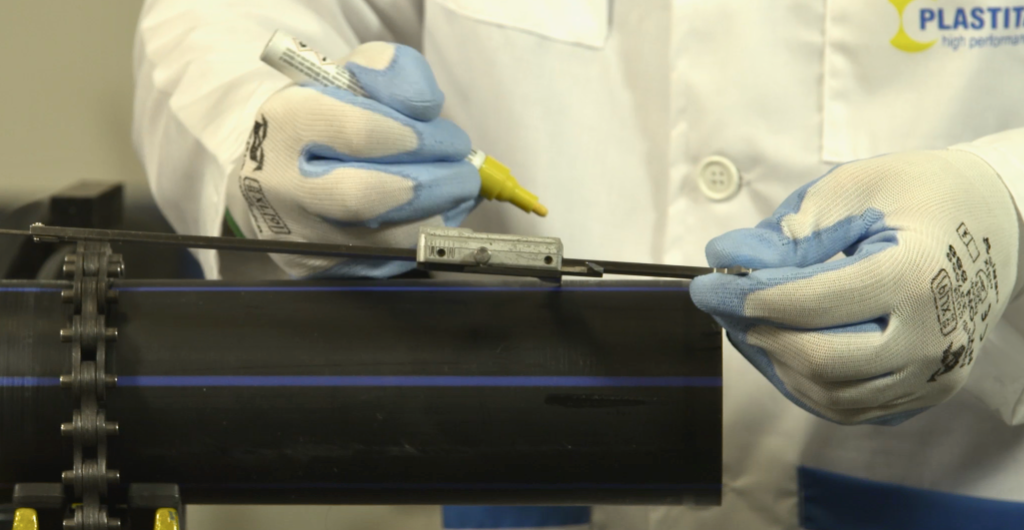
The area to be scraped should be marked on at least one-third of the circumference of the pipe using a marker. The length of the scraping should exceed the insertion depth of the electrofusion fitting by at least 10 mm to ensure that the whole welding area is properly prepared.
4. Remove the Oxidized Surface Layer
One of the most important phases is to remove the oxidized layer on the outer surface of the elements to be welded. This must be done with suitable scrapers, either manual or mechanical, and never with tools such as sandpaper, emery cloth or rasps, which could compromise the HDPE. The scraping should be complete and uniform, with a depth of about 0.1 mm for pipes up to dn 63 mm, and 0.2 mm for pipes with dn 63 mm or more. It is important not to scrape the electrofusion fitting.
5. Clean Scraped Surfaces
After scraping, the pipe ends must be cleaned again with a suitable detergent. This operation is essential to remove any polyethylene residue or dust generated by scraping. Attention, all surfaces must be completely dry before proceeding with the next steps. The electrofusion fitting should be taken out of its protective packaging only shortly before performing the weld to prevent contamination.
6. Mark the Insertion Depth
Using a marker, mark the insertion depth on at least one-third of the circumference of the pipe ends. This depth should be equal to half the length of the electrofusion fitting and the mark should be clearly visible to ensure proper insertion.
7. Insert the elements to be welded into the Fitting
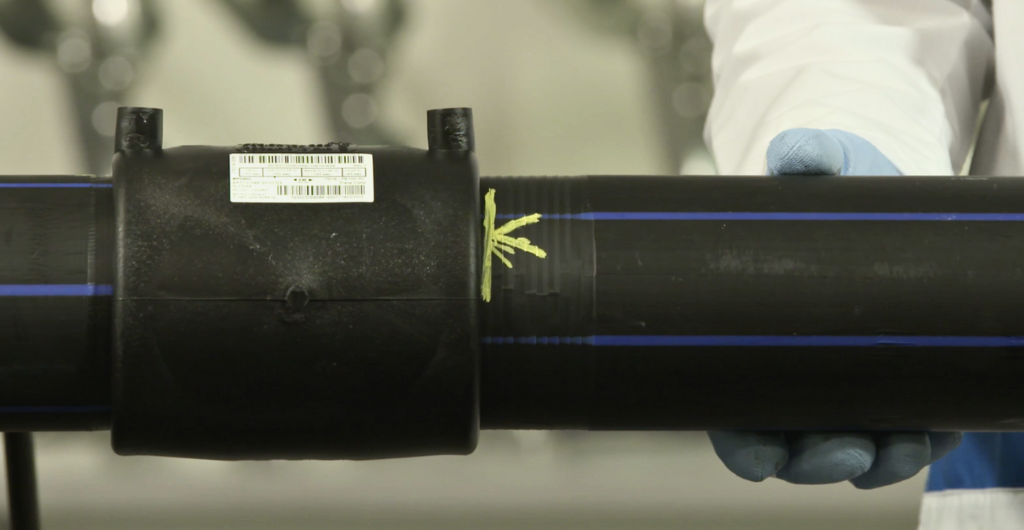
Insertion of the pipes into the electrofusion fitting should be done without forcing. The elements must be positioned to ensure perfect coaxiality, using the aligners, which lock the pipes in the correct position for welding. If the insertion process is difficult, the diameter of the pipes and the possible ovalization should be checked. The depth marks previously made must be observed.
Once the fitting and the elements to be welded are correctly positioned, the Welding Cycle can start.