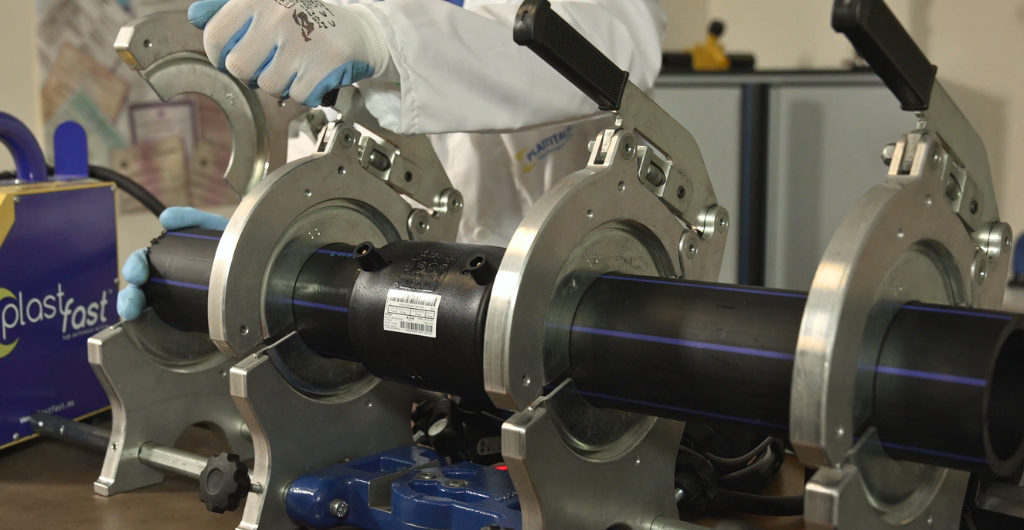
La corretta preparazione degli elementi da saldare è fondamentale per garantire la perfetta esecuzione del processo di saldatura di raccordi elettrosaldabili in HDPE (polietilene ad alta densità). Seguendo accuratamente le indicazioni riportate nella norma UNI 10521, che regola la saldatura per elettrofusione di tubi e raccordi in polietilene per tubazioni in pressione, si può ottenere una giunzione sicura e duratura. In questo articolo, vedremo nel dettaglio le fasi essenziali della preparazione per una saldatura efficace.
1. Pulire gli Elementi da Saldare
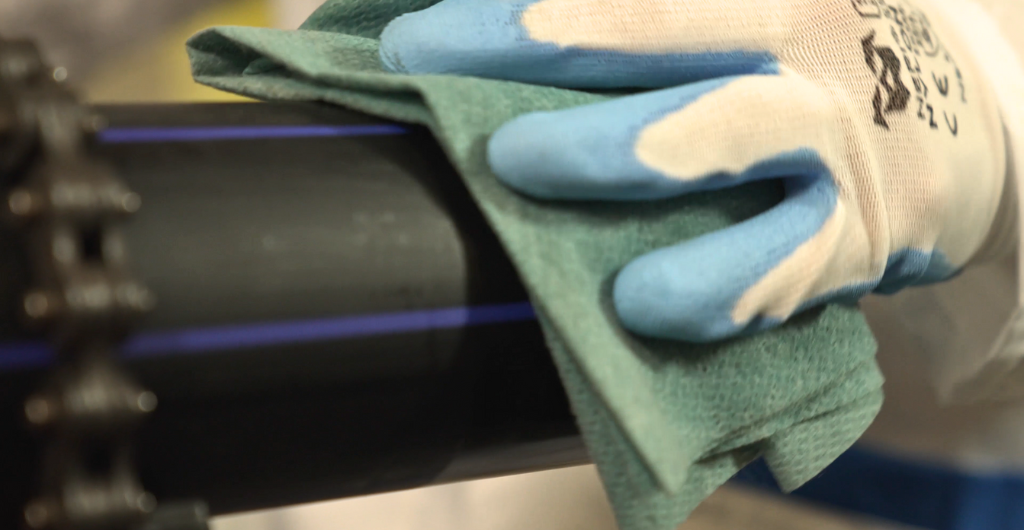
La prima operazione da compiere è la pulizia accurata delle superfici del tubo e del raccordo. È necessario rimuovere completamente qualsiasi traccia di fango, polvere, unto o altre impurità che potrebbero compromettere l’adesione tra i materiali. La pulizia deve essere eseguita con acqua e successivamente con stracci puliti, privi di filacce, oppure con carta morbida imbevuta in un detergente idoneo. È importante evitare l’uso di solventi come trielina, alcool denaturato o benzina.
2. Tagliare le Estremità da Saldare
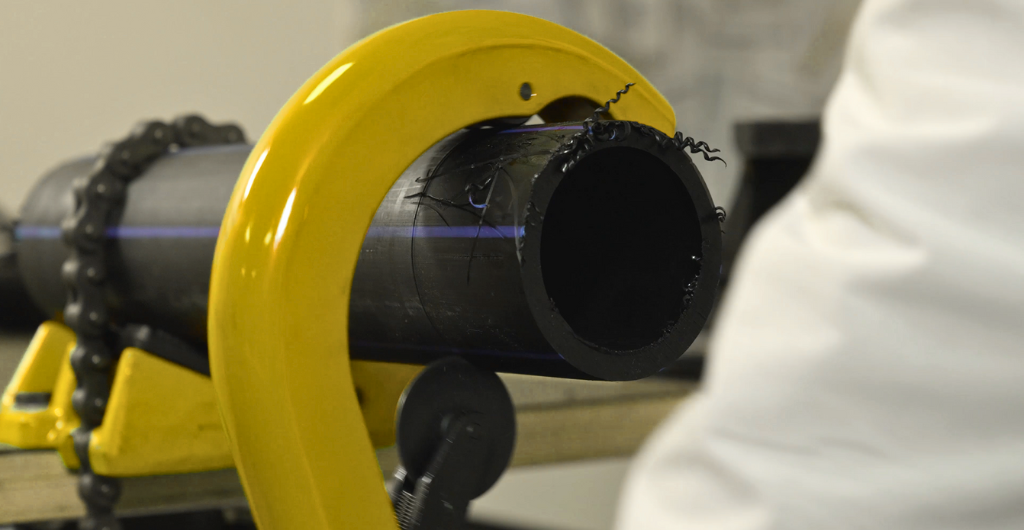
Le estremità dei tubi devono essere tagliate in modo preciso, garantendo che siano piane e ortogonali rispetto al loro asse. Per effettuare un taglio corretto, è necessario utilizzare appositi tagliatubi o attrezzature dotate di una lama a guida fissa. Una volta tagliate le estremità, lo spigolo esterno deve essere sbavato per rimuovere eventuali frammenti di polietilene e, se necessario, smussato per agevolare l’inserimento nel raccordo.
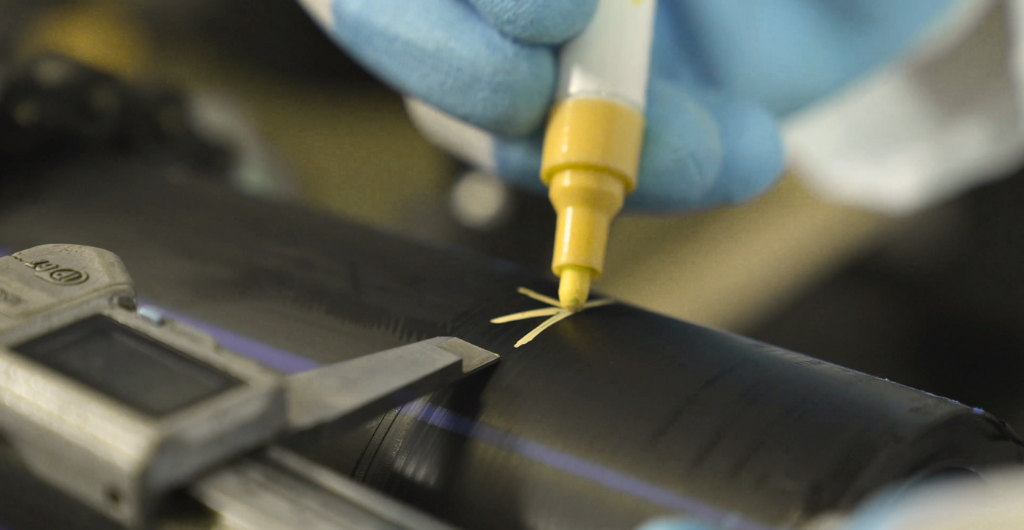
3. Marcare la Zona di Raschiatura
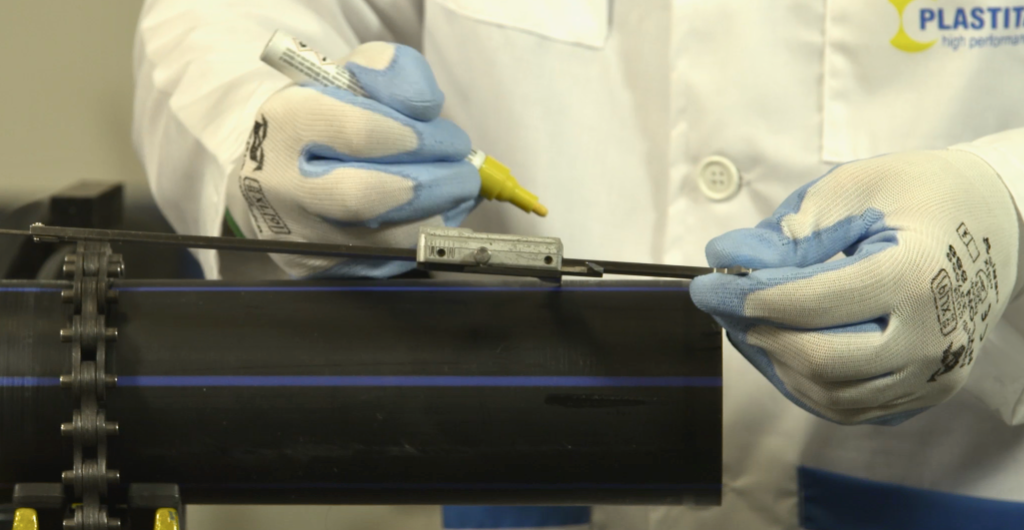
Con un pennarello, si deve marcare la zona da raschiare su almeno un terzo della circonferenza del tubo. La lunghezza della raschiatura deve superare di almeno 10 mm la profondità di inserimento del raccordo elettrosaldabile, per garantire che tutta l’area di saldatura sia adeguatamente preparata.
4. Rimuovere lo Strato Superficiale Ossidato
Una delle operazioni più importanti nella preparazione è la rimozione dello strato ossidato presente sulla superficie esterna degli elementi da saldare. Questo deve essere fatto con raschiatori appositi, manuali o meccanici, e mai con utensili come carta abrasiva, tela smeriglio o raspe, che potrebbero compromettere il materiale. La raschiatura deve essere completa e uniforme, con una profondità di circa 0,1 mm per tubi con diametro minore di 63 mm, e 0,2 mm per quelli con diametro pari o superiore a 63 mm. È importante non raschiare il raccordo elettrosaldabile.
5. Pulire le Superfici Raschiate
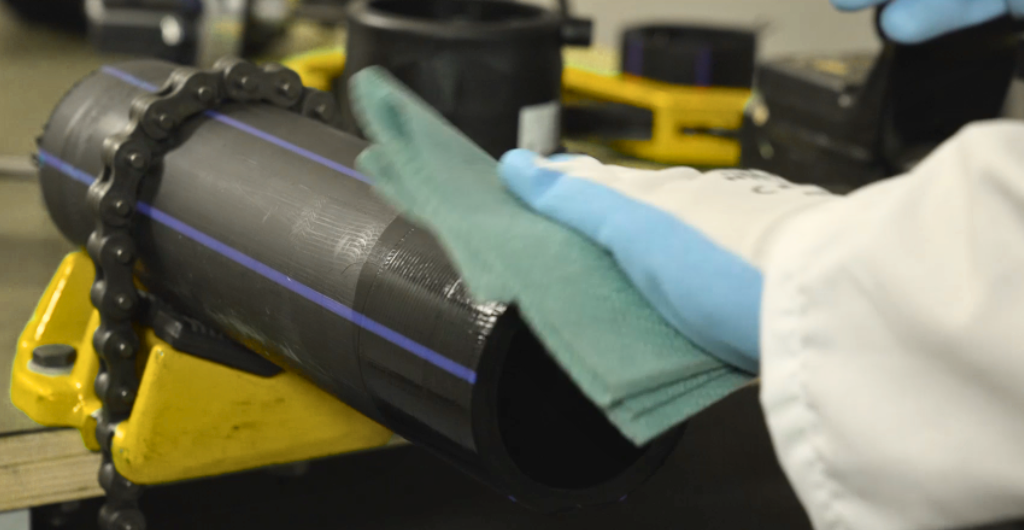
Dopo la raschiatura, le estremità dei tubi devono essere nuovamente pulite con un detergente idoneo. Questa operazione è essenziale per eliminare eventuali residui di polietilene o polvere generati dalla raschiatura. Bisogna anche assicurarsi che tutte le superfici siano completamente asciutte prima di procedere con le fasi successive. Il raccordo elettrosaldabile deve essere estratto dalla sua confezione protettiva solo poco prima del montaggio, per evitare contaminazioni.
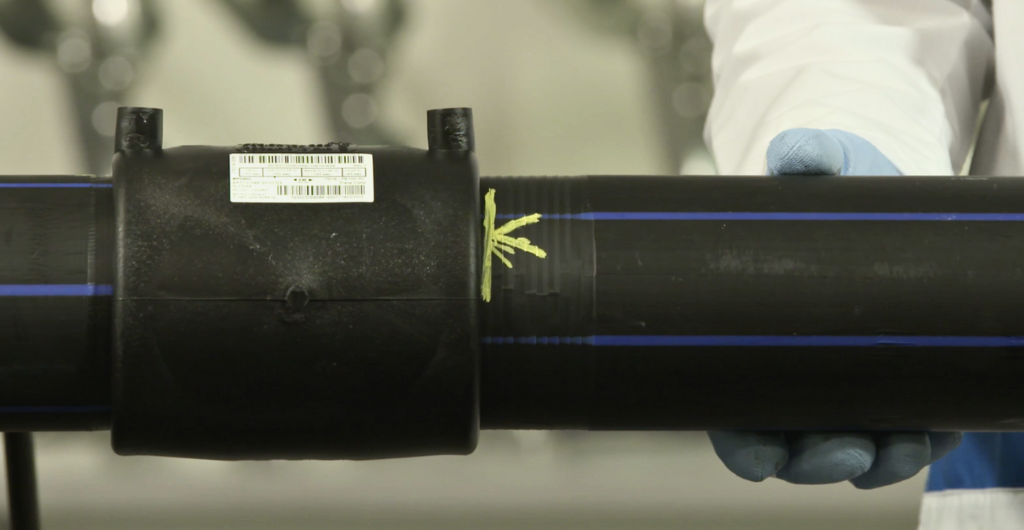
6. Marcare la Profondità d’Inserimento
Utilizzando un pennarello, segnare la profondità di inserimento su almeno un terzo della circonferenza delle estremità dei tubi. Questa profondità deve essere pari alla metà della lunghezza del raccordo elettrosaldabile, e il segno deve essere chiaramente visibile per assicurare un inserimento corretto.
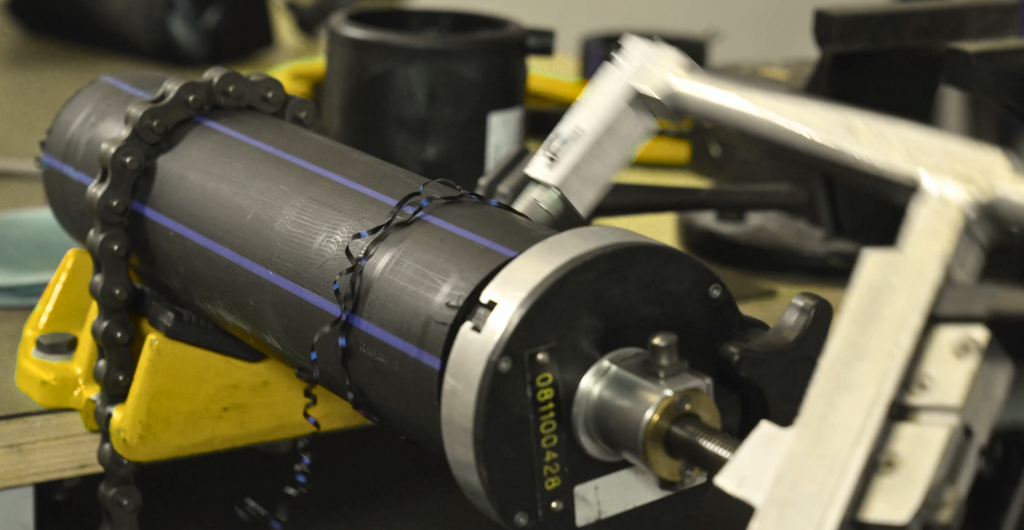
7. Inserire gli elementi da saldare nel Raccordo
L’inserimento dei tubi nel raccordo elettrosaldabile deve avvenire senza forzature. Gli elementi devono essere posizionati in modo da garantire la perfetta coassialità, utilizzando gli allineatori, che bloccano i tubi nella giusta posizione per la saldatura. Se l’inserimento dovesse risultare difficile, è necessario verificare il diametro dei tubi e l’eventuale ovalizzazione. Il segno della profondità di inserimento marcato in precedenza deve essere rispettato.
Una volta posizionati correttamente il raccordo e gli elementi da saldare, si può procedere con il Ciclo di Saldatura.