In der Welt der Rohre ist eine der Arten von Verbindungen zum Identifizieren des Polyethylenschweißens die des Elektrofusionsschweißens.
Das Prinzip des Schweißens ist in allen Fällen das gleiche; Die zu schweißenden Oberflächen werden auf einen bestimmten Temperaturwert erwärmt, um das Polyethylen in den geschmolzenen Zustand zu bringen. Danach werden die Oberflächen mit einer bestimmten Kraft zusammengedrückt, um ihre Durchdringung und Vermischung zu ermöglichen, und anschließend das Verschmelzen. Wenn der Verschmelzvorgang gemäß den Anweisungen der Hersteller der Werkstoffe durchgeführt wird, führt dies dazu, dass der geschweißte Bereich unter dem Gesichtspunkt der mechanischen Festigkeit so stark wie und möglicherweise sogar noch stärker als der nicht geschweißte wird Teile. Wenn der geschweißte Bereich auf eine Temperatur nahe der Umgebungstemperatur zurückkehrt, kann die Verbindung bewegt werden, ohne befürchten zu müssen, sie zu beschädigen.
Korrekte Vorbereitung der zu schweißenden Elemente
Das Grundverfahren (UNI 10521) sieht folgende Phasen vor:
a) Bereiten Sie die zu schweißenden Elemente vor: Alle Spuren von Schlamm, Staub, Fett oder anderem Schmutz, die auf der Außen- und Innenfläche der Rohre in dem vom Schweißen betroffenen Bereich vorhanden sein können, müssen beseitigt werden. Die Reinigung muss mit Wasser und anschließend mit sauberen, fusselfreien Lappen oder weichem Papier erfolgen, das mit einer geeigneten Reinigungsflüssigkeit getränkt wurde;
b) Schneiden Sie die zu schweißenden Enden ab: Sie müssen flach und orthogonal zu ihrer Achse sein. Der Schnitt muss mit geeigneten Rohrschneidern oder mit Geräten durchgeführt werden, die mit einem festen Führungsblatt arbeiten. Die Außenkante der Enden muss entgratet werden, um etwaige Polyethylenfragmente zu entfernen, und möglicherweise abgeschrägt werden.
c) Markieren Sie den Schaberbereich mit der Markierung auf mindestens einem Drittel des Rohrumfangs. Die Länge des Schabens muss größer sein als die Länge der Verbindungstiefe des Elektrofusionsanschlusses für eine Länge von mindestens 10 mm an jedem Ende.
d) Entfernen Sie die oxidierte Oberflächenschicht: Auf der gesamten Außenfläche der zu schweißenden Elemente muss die Oberflächenoxidationsschicht mit speziellen manuellen oder mechanischen Schabern entfernt werden;
e) Reinigen Sie die abgeschabte Oberflächen: Nach Abschluss des Schabvorgangs müssen die zu schweißenden Enden mit einem geeigneten Reinigungsmittel gereinigt werden. Stellen Sie sicher, dass alle Oberflächen trocken sind, bevor Sie mit den nächsten Schritten fortfahren. Der Reinigungsvorgang mit dem Reinigungsmittel muss auch an der Innenfläche des elektroschweißbaren Rohranschlusses durchgeführt werden (der erst unmittelbar vor seiner Positionierung auf dem Rohr aus seiner Schutzverpackung entnommen werden darf);
f) Markieren Sie die Einstecktiefe: Markieren Sie mit einem Filzstift die Einstecktiefe auf mindestens einem Drittel des Umfangs beider Enden der zu schweißenden Elemente. Letzteres entspricht der halben Länge des Rohranschlusses;
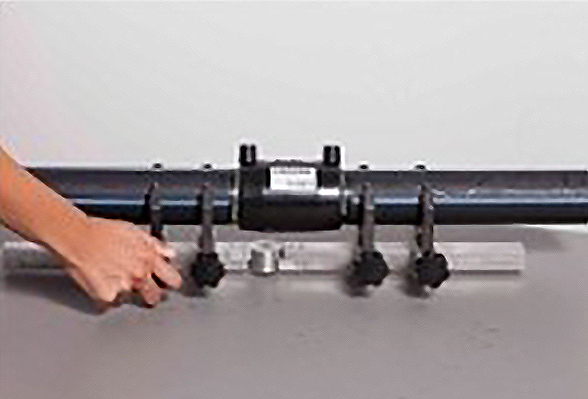
g) Setzen Sie die zu schweißenden Elemente in den elektroschweißbaren Rohranschluss ein: Die Einführung muss so erfolgen, dass die Koaxialität der Elemente gewährleistet ist. Falls erforderlich, dürfen Sie kein Element in den Rohranschluss mit Kraft einsetzten; sollte dies allerdings erforderlich sein. Müssen sie Durchmesser und seine Ovalität überprüfen. Das Zeichen für die zuvor auf den Elementen markierte Einstecktiefe muss beachtet werden.
Schweißzyklus
Fahren Sie nach den oben beschriebenen Schritten mit den folgenden Vorgängen fort:
a) Schließen Sie die Klemmen der Steuereinheit (Schweißgerät) an den elektroschweißbaren Anschluss an: Überprüfen Sie, ob die Durchmesser der Anschlussenden und die Stifte des Rohranschlusses übereinstimmen, übertragen Sie die Schweißparameter, die im Strichcode des Rohranschlusses angegeben sind (oder auf dem mitgeliefertem Datenblatt), in die Steuereinheit mit Hilfe des optischen Lesegeräts. Sollte alles übereinstimmen, können Sie den Schweißzyklus starten;
b) Markieren Sie die Verbindung: Markieren Sie mit einem Filzstift die Stunden und Minuten, die von der Uhr angezeigt werden und das Ende der Schmelzzeit darstellen. Markieren Sie das Schreiben Sie den Namen (oder Abkürzung / Code) auf die Verbindung;
c) Warten Sie, bis die gesamte Abkühlzeit (cooling time) abgelaufen ist: Erst wenn die Abkühlzeit vollständig abgelaufen ist, kann der Ausrichter entfernt und der Schweißbereich verschoben werden.